V poslední novince byla navržena a experimentálně ověřena konstrukční metoda velkorozměrového pásového ultrazvukového svařování plastů štěrbinového spoje.Za prvé, pásová svařovací tryska je rozumně rozdělena do několika celků tak, aby se konstrukce štěrbinové svařovací trysky se složitou konstrukcí přeměnila v konstrukci jednoduché svařovací trysky.Poté je kloubový prvek porovnán s půlvlnným oscilátorem se stejným průřezem uvažujícím vazebné vibrace.Frekvenční rovnice spoje se získá pomocí konceptu ekvivalentní mechanické impedance.
Nakonec byl pomocí rovnice studován vliv počtu štěrbiny, šířky štěrbiny a délky štěrbiny na vibrační charakteristiky svarových spojů.Podle této metody bylo navrženo a opracováno několik skupin velkých pásových drážek.Experimentální výsledky ukazují, že naměřené a teoretické hodnoty rezonanční frekvence svarových spojů jsou v dobré shodě.
Jak je znázorněno na obrázku níže.Délka, šířka a tloušťka svařovacího trychtýře jsou L, B a T.Předpokládejme osu z jako směr buzení měniče.Při pracovní frekvenci bude pravoúhlý svar produkovat podélné vibrace prvního řádu ve směru Z.U pásových svarových spojů lze L≥2T, B a L porovnat, takže příčné kmitání svarových spojů ve směru X lze ignorovat.
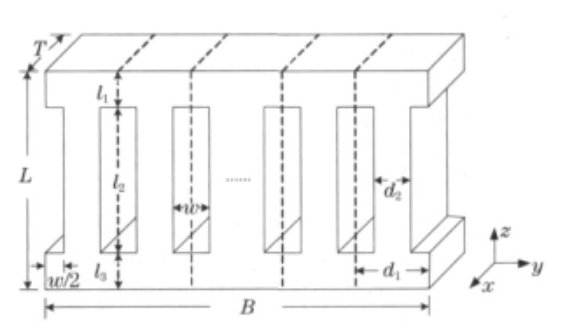
Protože příčné kmitání ve směru y má velký vliv na podélné kmitání, je obvykle simulováno drážkováním.Svařovací trychtýř je rozdělen do (n+1) jednotek rovnoměrným otevřením n štěrbin ve směru Y.Šířka a délka každé štěrbiny jsou W a L2 v tomto pořadí a štěrbiny jsou odděleny od vstupního a výstupního konce svařovacího rohu 11 a L3 v tomto pořadí.Aby bylo zajištěno, že všechny jednotky jsou zcela stejné, měly by být na obou koncích příčného svařovacího rohu otevřeny drážky o šířce W /2.Každá jednotka svařovací formy je tedy složený lichoběžníkový roh s pravoúhlým průřezem.Za předpokladu, že šířka na obou koncích a uprostřed každé jednotky je D1 a D2, lze to vidět z výše uvedeného: L= L1 + L2 +L3
Vzhledem ke stejnému vzoru mezi prvky bude výstupní amplituda svaru také vibrovat vzor a v kombinaci bude mít tento vzor i ultrazvukový klakson, takže konstrukce ultrazvukové formy bude zjednodušena na konstrukci jakékoli živel.Navíc je poměrně uniformní.Aby se účinně potlačily příčné vibrace a zajistilo se, že svařovací trychtýř má pevnou tuhost, šířka jednotky svařovacího trychtýře dělená drážkou je obecně in!/ 8 ~!/ 4 (! Je vlnová délka prvního řádu podélného vibračního režimu svařovacího rohu) a ideální šířka štěrbiny je asi!/ 25 ~!/20[7], počet drážkování svarových spojů lze určit podle výše uvedených kritérií.Protože šířka jednotky svařovacího rohu obecně nepřesahuje!PI /4, takže jej lze přibližně analyzovat jednorozměrnou teorií.Jakákoli svařovací jednotka v jednotce 1 může být považována za sestávající ze tří pravoúhlých ekvisekčních tyčí.
Pro svařovací rohovinu byla zvolena hliníková slitina 7075 (Youngův modul E=7,17*1010N/M2 hustota ρ=2820kg/m3, Poissonův poměr V =0,34).Rovnice (1) ~ (3) a (6) byly použity pro výpočet počtu n, délky L2 a šířky W různých štěrbin.Když se rezonanční délka L trubice pro svařování pásu mění se šířkou B, mění se rezonanční délka L trubice pro svařování pásu se šířkou B. Vypočtená rezonanční frekvence f=20kHz, L1=L3 pro zjednodušení.Když jsou délka a šířka drážky konstantní, rezonanční délka se mění se šířkou svarového rohu, když je číslo drážky jiné.L2 = 60 mm, Š = 10 mm.Jak je patrné z Obr.2 pro štěrbinový svařovací trychtýř znázorněný na OBR.1, rezonanční délka prvního řádu je menší než rezonanční délka svařovacího trychtýře bez štěrbiny vypočítaná podle jednorozměrné teorie (126 mm) a rezonanční délka svařovací trysky se zvětšuje se zvětšováním šířky svařovací trysky, ale nárůst postupně klesá.Navíc, když jsou rezonanční frekvence a šířka svaru konstantní, rezonanční délka svaru se zmenšuje s rostoucím počtem štěrbin.
Kromě toho byly z hliníkové slitiny 7075 (stejný materiál jako výše) opracovány tři svarové spoje různé tloušťky.Byla dána tloušťka T těchto tří svarových spojů a naměřená harmonická frekvence kmitání FM.Když je tloušťka svařovacího trychtýře menší než čtvrtina vlnové délky (zde je 63 mm), odchylka mezi naměřenou frekvencí a návrhovou frekvencí je menší než 2 %, což může splňovat požadavky technických aplikací.
Dlouhý pásový ultrazvukový plastový svarový spoj byl rozumně rozdělen na několik stejných prvků a frekvenční rovnice spojového prvku byla odvozena metodou přenosové matice.Pokud je známa šířka a množství a velikost štěrbiny, lze rovnici použít pro pohodlné navržení spoje pásu, čímž se poskytne teoretický základ pro návrh spoje pásu.Tento článek také analyzuje vliv počtu štěrbiny, šířky štěrbiny a délky štěrbiny na velikost svarového spoje prostřednictvím příkladů.Je vidět, že tato metoda má také určitý vliv na optimalizační návrh svarového spoje

Dělená drážka po analýze vibrací trubice pro svařování pásu, svařovací trubka může být rozdělena na tělo koncové jednotky a střední jednotkovou buňku pomocí metody zjevné elasticity a účinku přenosového vedení, délka čtyř různých jednotek je uvedena a ve směru vysokého stupně frekvenční rovnice lze frekvenční rovnici použít k návrhu dlouhé tyče svařovacího rohu, ale proces návrhu je komplikovaný, výběr některých parametrů závisí na zkušenostech a není vhodný pro inženýrské aplikace.V tomto článku je pásový svarový spoj rozdělen na několik stejných prvků pomocí rozumného drážkování a frekvenční rovnice svarového prvku je získána metodou přenosové matice, která poskytuje teoretický základ pro návrh pásového svarového spoje.Návrh má jednoduchý teoretický výpočet a zřejmý fyzikální význam, což poskytuje jednoduchou a snadnou metodu pro inženýrský návrh pásu
svarový spoj.

Čas odeslání: 17. března 2022