Pro různé svařovací předměty jsou vyžadovány různé svařovací trychtýře, bez ohledu na svařování v blízkosti pole nebo přenosové svařování, pouze ultrazvukové trychtýře s poloviční vlnovou délkou mohou dosáhnout maximální amplitudy svařovacího čela.Ultrazvukové houkačky, dostupné s amplitudou a bez amplitudy.Ultrazvukové stroje na svařování plastů vyrábějí ultrazvukové trychtýře na ultrazvukových principech.
Konstrukce ultrazvukové formy není tak jednoduchá jako její vzhled, při použití nevhodně opracované nebo nevyladěné svařovací trysky způsobí vaší výrobě drahé ztráty – zničí svařovací efekt, nebo ještě závažnější povede přímo k poškození převodníku nebo generátor.Konstrukce ultrazvukové formy vyžaduje mnoho specializovaných znalostí a dovedností – jak zajistit, aby svařovací tryska fungovala ekonomicky?Jak zajistit, aby svařovací forma mohla účinně přenášet mechanické vibrace převedené převodníkem na obrobek, naši inženýři plně zvážili každý článek.
Svařovací trychtýř je velmi důležitou součástí ultrazvukového zařízení pro svařování plastů a jeho konstrukce přímo souvisí s kvalitou svařování.Pásový svarový spoj je rozdělen na několik stejných prvků přiměřeným drážkováním a každý prvek může být považován za složený stupňovitý roh.Frekvenční rovnice prvku svarového spoje je získána metodou přenosové matice, která poskytuje teoretický základ pro návrh drážkového spoje pásu.

Experimentální výsledky ukazují, že naměřená frekvence a navržená frekvence jsou dobré pro pásový svarový spoj navržený touto rovnicí.Tato metoda návrhu má zřejmý fyzikální význam, jednoduchý výpočet a je velmi vhodná pro inženýrské navrhování.Kromě toho lze pomocí této metody pohodlně vypočítat vliv počtu štěrbin, šířky štěrbiny a délky štěrbiny na velikost svařovací hlavy, což také poskytuje teoretický základ pro optimalizaci návrhu svařovacího trychtýře.
Ultrazvukové zařízení pro svařování plastů se obecně skládá z ultrazvukového napájení, ultrazvukového vibračního systému a tlakového mechanismu a ultrazvukový vibrační systém se skládá z ultrazvukového převodníku, zesilovače a svařovacího rohu.Ultrazvukový měnič a houkačka jsou obecně navrženy tak, aby rezonovaly při určité frekvenci a není třeba měnit různé svařovací části a svařovací klakson musí být speciálně navržen podle tvaru svařovacích částí.Dobré nebo špatné jeho provedení přímo souvisí s kvalitou svařování, takže je velmi důležitou součástí svařovacího zařízení.
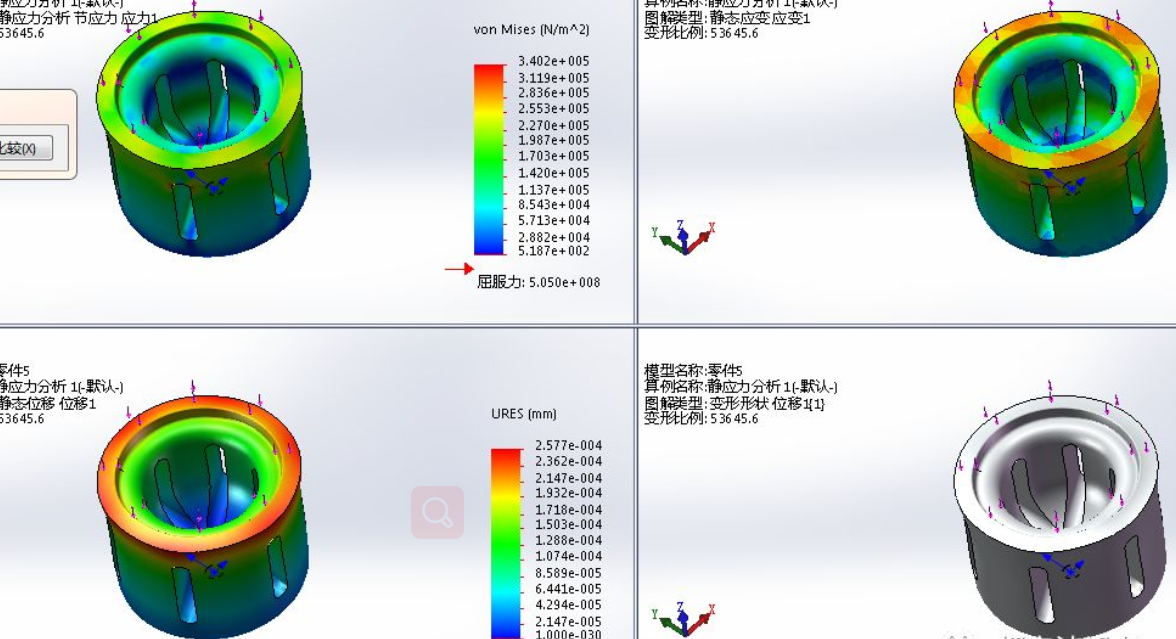
Pro velké svařovací díly potřebují svařovací trychtýř velké velikosti a jeho velikost je někdy blízká nebo více než jedna vlnová délka podélné vlny, pak svařovací trychtýř bude produkovat vážné příčné vibrace, což má za následek nerovnoměrné rozložení posunu jeho radiačního povrchu.Aby se dosáhlo uspokojivého rozložení amplitudy, byly navrženy některé metody, jako je drážkování, otevírání štěrbin, přidávání dalšího elastomeru a sekundární design.
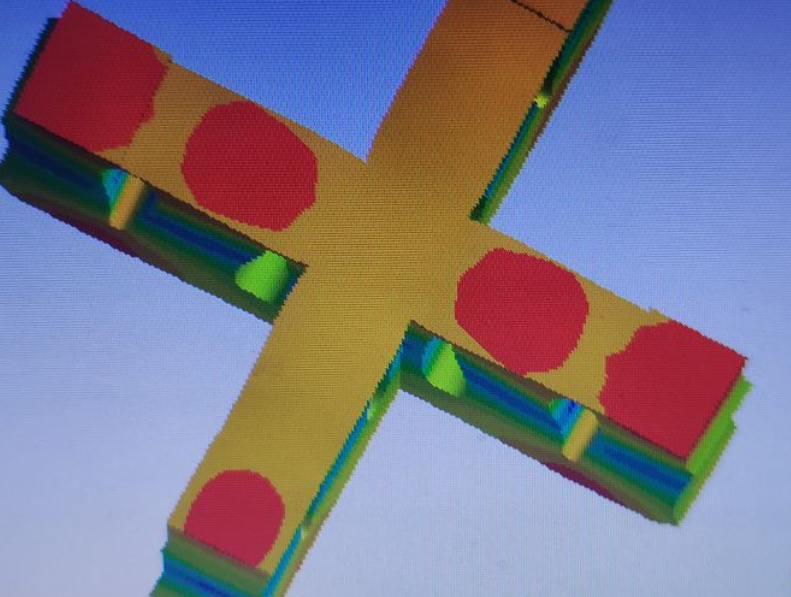
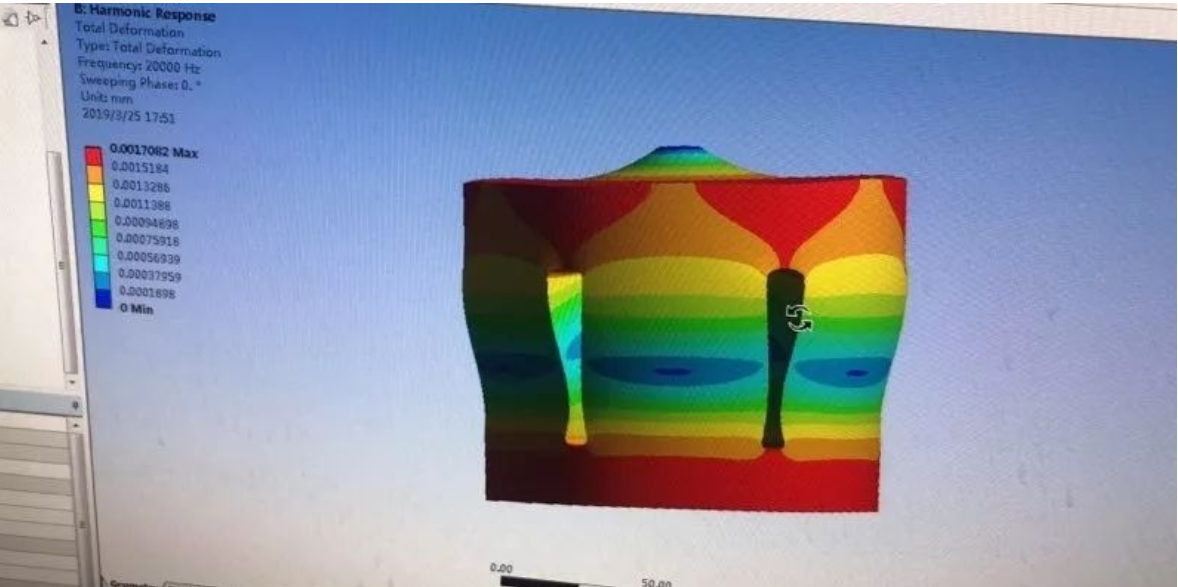
Vibrace jsou řízeny, mezi nimiž je drážkování nejběžněji používanou metodou k simulaci příčného kmitání svarových spojů.Kvůli složitosti tvaru je obtížné získat přesné analytické řešení pro drážkové svarové spoje, proto se k analýze těchto problémů častěji používají numerické výpočetní metody, jako je metoda Ansys.Podle předchozích studií je numerická metoda vhodnější pro pozdější optimalizační návrh svarových spojů a nemá žádnou výhodu v odhadu velikosti a četnosti svarových spojů v počáteční fázi návrhu.Pro zajištění lepších výsledků optimalizace je velmi důležité odhadnout velikost konstrukce, která může zhruba splnit požadavky na návrh, takže má praktický význam prostudovat teorii návrhu velkorozměrových svarových spojů s konfigurací drážkování.

Dělená drážka po analýze vibrací pásové svařovací hlavy lze svařovací hlavu rozdělit na tělo koncové jednotky a střední buňku jednotky pomocí metody zdánlivé elasticity a metody ekvivalentních přenosových vedení, délka čtyř různých jednotek je uvedena v tomto pořadí a ve směru vysokého stupně frekvenční rovnice lze frekvenční rovnici použít k návrhu dlouhé tyčové svařovací hlavy, ale proces návrhu je komplikovaný, výběr některých parametrů závisí na zkušenostech a není vhodný pro technické aplikace.V tomto článku je pásový svarový spoj rozdělen na několik stejných prvků pomocí rozumného drážkování a frekvenční rovnice svarového prvku je získána metodou přenosové matice, která poskytuje teoretický základ pro návrh pásového svarového spoje.Návrh má jednoduchý teoretický výpočet a zřejmý fyzikální význam, který poskytuje jednoduchou a proveditelnou metodu pro inženýrský návrh pásového svarového spoje.
Čas odeslání: 16. března 2022